15.7 Rolling Element Bearing Faults
The primary example of characteristics associated with a specific component is the frequencies generated by defects and flaws in rolling element bearings. Faults in rolling bearings may occur prematurely as a consequence of operating the bearing under in appropriate loading conditions (including misalignment) and at excessive speeds. Alternatively, they may be produced simply as part of the normal wear process during the life of the bearing. Traditionally machines with rolling element bearings would have their bearings renewed regularly, as part of the normal maintenance schedule, irrespective of their wear. This would be done in an effort to avoid a bearing failure at a later time, which would necessitate machine stoppage, at an inconvenience (and more costly) moment. The growing trend, however, is to monitor the condition of rolling element bearings continually so that bearing wear may be detected at an early stage, and enables the engineer to ensure that the bearing is replaced at a convenient time before the bearing fails completely. In this way bearings are replaced only when they are worn out, not as a matter of routine and at the same time the machine overhaul can be well ordered and planned in advance. Condition monitoring of rolling element bearings has enabled cost saving of over 50%; as compared with traditional maintenance method. The most common method of monitoring the condition of rolling element bearings is to measure the vibration of the machine at the baring at regular intervals using a velocity transducer or an accelerometer mounted on the machine casing. More recently, observation of the bearing outer-race deformations using fiber optics and high sensitivity proximity transducers has also been used to monitor bearing condition. Defects in the bearing may develop on either raceway, on the rolling elements themselves, or on the cage; subsequent vibrations are forced as a consequence of impact between the fault and other bearing components, so that the frequency of the resulting vibrations is largely dependent on the frequency of impacting. For example, a defect in a bearing outer raceway would set up vibrations corresponding to the frequency with which rolling elements passed over the defects. Consideration of the bearing kinematics (geometry as shown in Figure 15.11) enables calculation of the frequencies associated with defects in different bearing components.
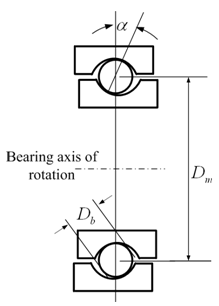
Figure 15.11 Rolling element bearing macro-geometry
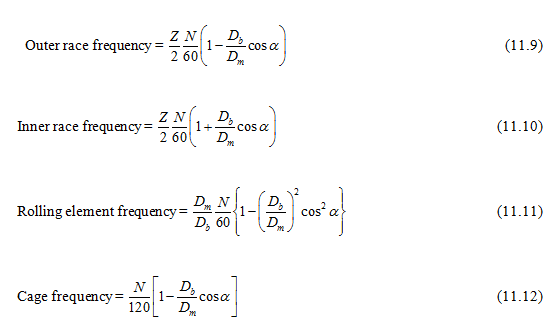
where N is the shaft frequency in rev/min, Db is the ball diameter,Dm is the pitch diameter of the bearing, α is the contact angle, and Z is the number of rolling elements.
Whilst the characteristic frequencies can be easily calculated, the process of diagnosing a fault can be complicated by a number of factors. Some of the characteristics frequencies may be very close to harmonics of rotational speed; this means that a narrow-band spectrum analyzer is required in order to distinguish vibration components caused by a bearing failure those caused by for example, unbalance. Even when the instrumentation provides a suitable resolution in the frequency domain, additional ‘sum and difference’ frequencies may be apparent as a result of interaction (modulation) between two or more characteristic frequencies. Such sum and difference frequencies appear as sidebands i.e. frequency peaks either side of the higher main frequency component of the signal. For example, let the carrier (or central) frequency be ωc (i.e., the carrier signal is sinωct) and the modulation frequency be ωm (i.e., the modulation signal is Am + sinωmt ). Then (sinωct ) (Am+ sinωmt) =Amsinωct + 0.5{cos(ωc+ωm) - cos(ωc-ωm)}. In general, sideband frequency could be , where (n = 1, 2, 3, ...). As wear of the bearing progresses the frequency spectrum changes further. Sometimes higher-order harmonics of the defect frequency become present, sometimes with their own sidebands, and can dominate the spectrum. In addition, wear particles are transported around the bearing and accelerate the development of further defects at other locations, leading to high level of vibration at many frequencies so that peaks which are characteristic of particular defect difficult to distinguish. A most important feature of condition monitoring of bearings (and rotating machinery in general), is the collection of ‘baseline’ reference measurements of vibration taken when the machine is first commissioned (or re-commissioned after overhaul). It is only when the engineer is in possession of these that a confident diagnosis of a significance and cause of peaks in the vibration spectrum can be made.The micro-irregularity on the bearing contacting surface gives very high frequency components in the response.