Process
The process is typically carried out in a series of fixed bed reactors at 300-4500C and 100-200 atm. The process is associated with large heat release due to exothermic hydrogenation reactions which dominate the endothermic cracking reactions. The major disadvantage of the process is the requirement of very high pressure of hydrogen with large energy consumption making the process rather expensive. A typical two-stage hydrocracker is shown in Fig. 7. In first stage 40-50 vol% of the feed is hydrocracked. The first stage also acts as a hydrotreater, where poisonous nitrogen and sulfur compounds are partially hydrogenated. The effluent from the first stage reactor passes through heat exchangers to a high pressure separator where hydrogen-rich gases are separated and recycled. The liquid from the separator is fed to a fractionating tower and the tower bottoms form the feed to the second stage. Usually fixed-bed reactors with liquid down flow are used.
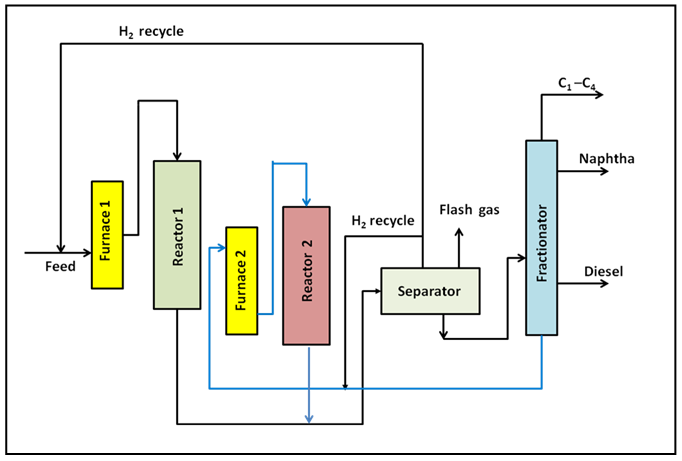
Fig. 7. Schematic diagram of two stage hydrocracking process
Catalysts
The hydrocracking catalyst has to be a bi-functional catalyst:
– Acid sites to catalyze cracking reactions
– Metal sites catalyzing hydrogenation
Catalyst choice depends on the nature of feed and desired product distribution. CoO-MoO3-Al2O3 has been widely used for hydrocracking of heavy feed stocks such as residual raffinate, solvent deasphalted residual oil and vacuum residue. Base metals (Co, Mo, Ni, W) supported on Al2O3-SiO2 2 and zeolite are used for producing lubricating oils and middle or heavy distillate. Typical catalysts consist of 2% Co 7 % Mo, 6% Ni, 20% W on Al2O3-SiO2. The Ni/SiO2-Al2O3 increased conversion of heavy polynuclear compounds in the feed. Pt or Pd supported on zeolites are used for clean and pretreated feeds and are highly selective towards gasoline, diesel or jet fuel. Typical catalyst is 0.5 wt % Pt or Pd on zeolites prepared by ion exchanges. Ni-Mo-zeolite and Ni-W-zeolite catalysts are used for maximizing gasoline and gas oil production respectively. The Ni-W-impregnated rare earth exchanged X-type zeolite was found to be more resistant to nitrogen and structurally more stable. Catalyst poisoned by deposition of coke and other materials is usually regenerated by burning off the deposits.
Mechanism and kinetics
As discussed earlier hydrocracking of petroleum feedstock also involves a complex network of reactions of large number of components. Reviews [6, 7] on kinetics of hydrocracking of heavy oil fractions include various lumped kinetic models. Callejas and Martinez [8] for hydrocracking of residue over Ni-Mo/γ-Al2O3 catalyst in CSTR at 12.5 MPa hydrogen pressure and 375-415°C temperature, used three lumps model (Fig 8a). The three lumps were atmospheric residue (AR), light oils (LO) and gases. The kinetics of hydrocracking of vacuum distillates was studied by Orochko et al. [9] over an alumina–cobalt molybdenum catalyst using a first-order kinetic scheme as shown in Figure 8b. The rate of a first-order heterogeneous catalytic reaction was expressed by the following equation:
where α = rate constant, t = reaction time, y = total conversion and b = inhibition factor due to adsorption reaction products on catalysts.
Sanchez et al. [10] proposed a five lump kinetic model (Fig 8c) for moderate hydrocracking of heavy oil in a fixed bed downflow reactor over Ni-Mo/Al2O3 catalyst. The lumps were unconverted residue, vacuum gas oil, distillates, naphtha, and gasses. The model included 10 kinetic parameters. Krishna and Saxena [11] reported a detailed kinetic model with seven lumps (Fig 8d) considering cuts of different temperatures. The lumps were sulfur compounds, heavy and light aromatics, heavy and light naphthenes, heavy and light paraffins. The pseudo components were considered light if they were formed from fractions with boiling points lower than the cut temperature. Sulfur compounds were considered to be a heavy lump.