Block 8: Prepare for the facing operation. During this stage, activate the tool nose radius compensation towards left when the tool moves along the radial direction (X). Also activate the wear compensation as per the offset value provided at wear offset register 01. Figure 7.4.4 shows the conventions to be followed for tool nose radius compensations in turning operations.
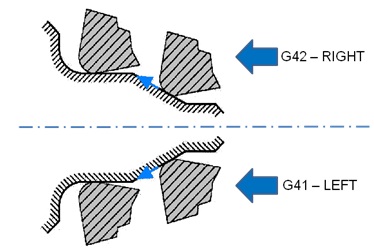
Figure 7.4.4 Tool nose radius compensation
Block 9: Carry out the facing operation.
Block 10 and 11: Go to safe position X 72 and Z 5. During this movement activate the tool nose radius compensation towards right side of the contour.
Block 12 and 13: These blocks specify the stock removal cycle G71 for external roughing. This will obtain the required shape with an allowance kept for finishing operation. The syntax of this cycle command is as follows:

First block:
U = Depth of roughing cut
R = Amount of retract from each cut
Second block:
P = First block number of finishing contour
Q = Last block number of finishing contour
U = Stock amount for finishing on the X-axis diameter
W = Stock left for finishing on the Z-axis
F = Cutting feed-rate (in/rev or m/min) between P block and Q block
S = Spindle speed (ft/min or m/min) between P block and Q block
The points P and Q on the contour of the workpart can be defined as shown in the figure 7.4.5
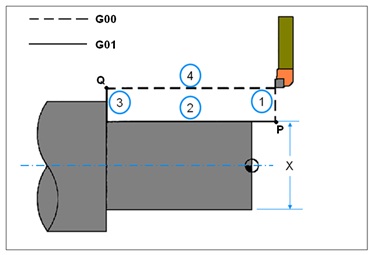
Figure 7.4.5 G71 cycle: P and Q points.
Block 14 to 21: these blocks provide the coordinates of various points on the contour of the work part.
Block 22: Go to a safe position.
Block 23: In this block the finishing cycle G70 will be executed. The syntax for this cycle is as follows:
![]()
where,
P = First block number of the finishing contour
Q = Last block number of the finishing contour
F = Cutting feed rate (in/rev or mm/rev)
S = Spindle speed (ft/min or m/min)
Block 24 to 27: Go to safe potion (home); cancel all activated cycles and stops the program.