A part ready for machining is located within the machine motion limits. Part reference point is commonly known as program zero or part zero. It is often selected on the part itself or on the fixtures. Figure 7.2.5 shows the part zero being set at the lower left corner on the top surface of the workpiece.
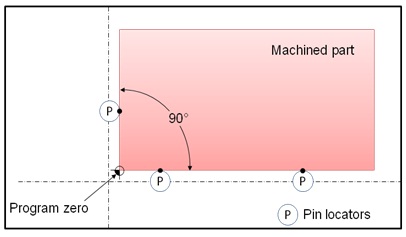
Figure 7.2.5 Part zero setting
The location coordinates of the program zero with respect to the machine reference zero must be communicated with the MCU so that the MCU will convert the part program in to required signals to control the machine tool. This can be achieved by using a Preparatory code ‘G92'. The syntax of G92 is as follows:
G92 X… Y… Z…
To use this command the operator needs to obtain the distance travelled by the tool contact point (end-point) from the machine home position to the program zero position. This is carried out by touching the tool tip at the part zero point. The X, Y, Z distances will be noted from the machine display and further used along with G92 command. Figure 7.2.6 shows the tool tip distance from the program zero to machine zero along Z-direction.
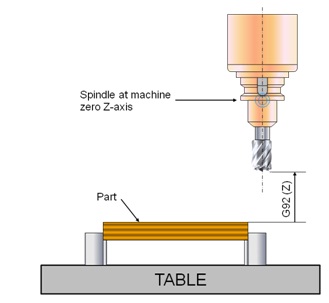
Figure 7.2.6 Program zero setting
Block 6:
Replace the existing cutting tool with tool number 1.
Block 7:
Rapid travel of tool from home position to a reference position: hole with coordinates X1.7 Y2.4.
Switch on the spindle rotation with speed of about 900 rpm.
Block 8:
Approach to a safe position at Z = 1.0 rapidly. Meanwhile the tool length compensation is activated by using G43. It is used to communicate the length of tool registered in register number H01 to the MCU. Switch on the coolant flow.