Solution:
Based on the G and M code discussed in the last lecture, the CNC part program for FANUC controller can be written as follows:
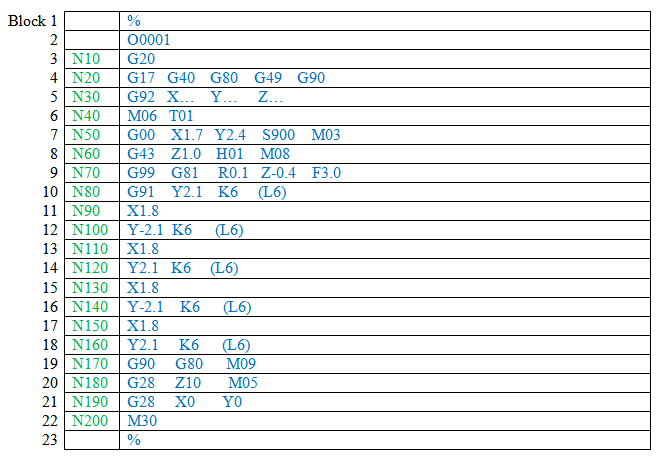
Let us now see the meaning and significance of each block of the program.
Block 1:
It indicates the start of the program.
Block 2:
It specifies the program number and ID. It is usually a alpha-numerical code and always start with an alphabet ‘O’.
Block 3:
It sets the entry of dimensional units in Imperial format.
Block 4:
G17: It selects the plane of operation as X-Y plane
G40, G80, G49 are used to cancel all usual cycle that might have left in on-mode during the execution of last CNC code.
G90 selects the method of specifying dimensions between features as ‘absolute’.