5. Injection Molding (Figure 38.7): The Injection Molding technique is significant because of its ability to manufacture complex molding geometries in a single stage operation. The process is often suitable for mass production operations because of the high degree of automation.
The Injection molding technique is a discontinuous process . The plastic pellets or granules are melted and injected under pressure into the mold cavity , wherein it is thermally cross-linked or solidified by cooling.
Through a runner system the hot melt prepared in the injection cylinder is injected into the cavity of the mold. The pressure is increased towards the end of the filling stage because of the increasing length of the flow path. After the injection phase, the holding pressure stage follows. It reduces the volume losses due to cooling of the melt , and thus, avoids marks and voids in the molding. After this , the molding is cooled sufficiently so that it is dimensionally stable for ejection. When the holding pressure phase is finished, the plastic is prepared for the next cycle by the plastication unit by rotating the screw. The melt is transported to the area in the front of the screw by the helical backward movement of the screw in the plastication cylinder against a back pressure. After this the molding is cooled and is mechanically removed from the mold via a handling equipment.
The entire process is fully automated and is coordinated by a control unit.
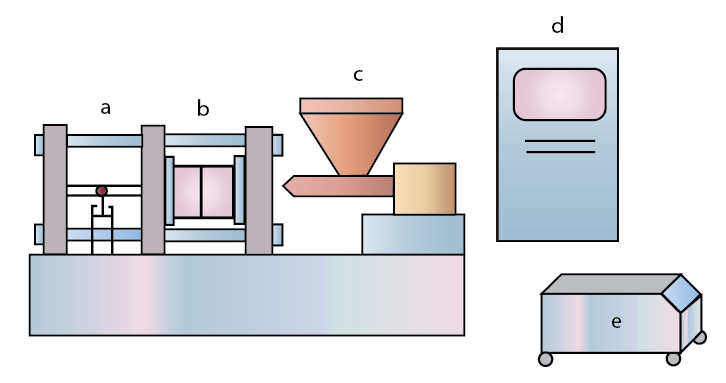
Figure 38.7 . Injection Molding Machine
a) Clamping unit; b) Mold; c)Plastication Unit; d) Control Unit; e)Temperature Control Unit