3. Extrusion (Figure 38.5): This method enables the attainment of a wide range of film thickness, and large scaling processing. Moreover, there is no necessity for expensive solvents in the recovery systems.
A device known as extruder is used to melt the polymer, which is given the specific shape by a die. Later on, a cooling system is used to solidify it.
At the onset , the raw material is dried using heated air or vacuum, before it is melted in the extruder. The extruders may be single – screw extruders, or twin screw extruders, the single screw extruder being the most common. The melt is filtered depending upon the desired purity, and then the filtered raw materials are sent through the slot die. The width and thickness of the film are determined by the width of the die and the die gap respectively. The die gap can be further adjusted during production.
The melt film emerging from the die is cast on to a highly polished roll. A vacuum device prevents the entrapment of air between the melt and the roller surface. The final film that is obtained is wound onto a roll after trimming off the edges. In a separate process, the film is cut into the designate width.
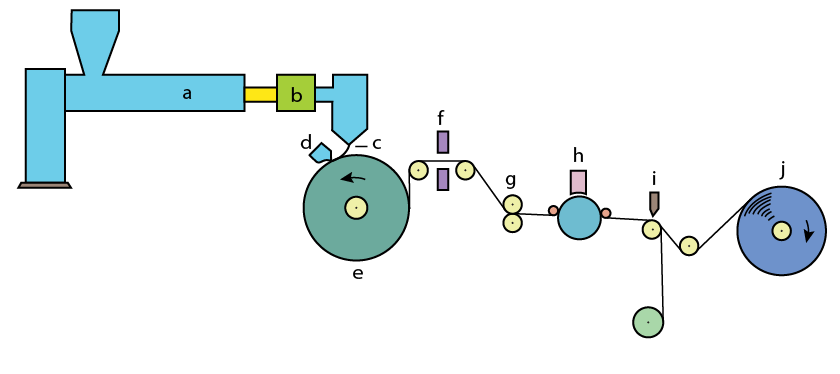
Figure 38.5 . Extrusion Molding
a) Extruder; b) Filter; c)Slot Die; d)Air Knife; e)Cooling Roll; f) Device for measuring film thickness; g)Tension rolls; h) Corona Treatment; i)Edge Treatment; j) Winding
4. Blow Molding (Figure 38.6) : This is the most common method for manufacturing hollow articles from thermoplastics . The most simple products and articles that are made by blow molding are bottles, ventilation ducts, suit cases and fuel tanks for automobiles. Two processes are generally followed for blow molding –
a .Extrusion Blow Molding : An extruded tube or parison is elongated to reach the required length . The parison is then enclosed by the mold , which is then cut by a blade. It is then conveyed to the blowing station. In the blowing station, a blow mandrel is inserted into the mold and the actual process is subsequently carried out. It is then cooled and the finished product is removed by opening the mold. The open mold is then transferred to the position below the extrusion die inorder to receive a new parison. The process then continues.
b .Stretch Blow Molding : This is a special form of blow molding in which the mechanical properties are considerably improved. A high degree of orientation is introduced in the plastics by drawing near the glass transition temperature or crystalline melting points. The molding material is drawn not only in the circumferential direction, but also in the machine direction. A mechanical ram is used for drawing in the longitudinal direction. The process is carried out under low temperature with the application of high deformation forces.
PVC, polypropylene and poly ethyl terephthalate are some of the materials for use with this process.
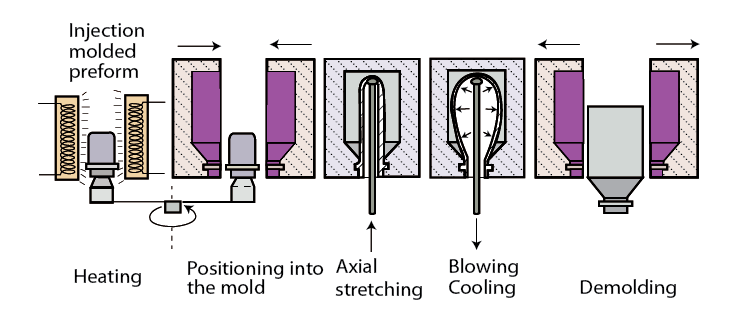
Figure 38.6 . Blow Molding Process