8.3.3 Process Technology for Naphtha & Gas oil hydrotreating (Figure 8.1)
|
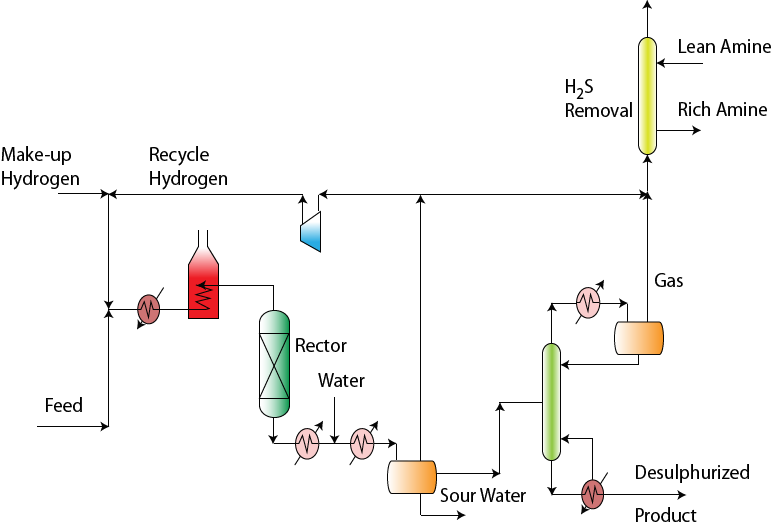
Figure 8.1 Flow sheet of Naptha and Gas Oil hydrotreating
- • Feed is mixed with recycle hydrogen stream.
• Sent to heat exchange in a furnace for heating the same.
• Eventually the heated feed mixture is sent to the hydrotreating packed bed reactor.
• The reactor outlet is cooled and mixed with water.
• Eventually the water mixed reactor stream is further cooled and sent to a phase separator.
• The phase separator splits the feed stream to three separate streams namely a gas phase stream, an organic stream and an aqueous stream.
• The aqueous stream is rich of H2S and NH3 and will be sent out to a sour water processing unit to recover H2S and NH3. The sour water processing unit uses amine based absorption technology to recover H2S .
• The hydrotreated product is the organic stream enters a fractionator to stabilize the hydrotreated product. Eventually the stabilizing fractionator produces a gas stream from the partial condenser consisting of H2, C1-C4, H2S and NH3.
• The gas stream emanating from the phase separator consists of 60 – 90% H2. Majority of this stream is recycled using a compressor to mix with the make-up hydrogen and enter the heat exchanger and furnaces. The other part of the gas stream from the phase separator is purged to mix with the gas generated from the fractionators and enter the absorption unit for H2S removal.
• When high sulphur feeds are used, H2S removal is carried out by placing an additional absorber unit (with amine as an absorbent) to reduce higher concentrations of H2S in the gas stream. In this case, a purge stream is allowed to balance off the additional gas available as another by product from the process.
8.3.4 Process technology for Residue hydrotreating
- • Heavier hydrocarbon hydrotreating is carried out using guard reactors.
• Guard reactors have catalysts with larger pore size first and then have decreasing pore size along the reactor length.
• The guard reactors are followed with conventional packed bed reactors.
• This is due to the reason that heavier fractions could form coke and damage the catalyst totally.
• Here, Nickel and Vanadium would stay back on the surface of the catalyst.
• Except the guard reactors, the remaining flow sheet for residue hydrotreating remains the same. Live steam is used in the fractionator and unstablized naphtha is produced as one of the products in the residue hydrotreating process.