6.4 Operating conditions
- • These very much depend upon the feed stock and type of cracking (thermal /catalytic ) used.
• Cracking is a gas phase reaction. Therefore, entire feedstock needs to be vaporized.
• It was observed that short reaction times (to the order of 1 – 3 seconds only) provide good quality product and less coke formation.
• For vacuum gas oil, thermal cracking requires operationg at 600°C and 20 atms gauge pressure.
• For vacuum gas oil, catalytic cracking is usually carried out at 480°C and 0.7 – 1 atms gauge pressure.
6.5 Catalyst
- • Acid treated silica-alumina was used as catalyst.
• 20 – 80 mesh size catalysts used for FCCR and 3 – 4 mm pellets used for MBRs
• During operation, poisoning occurs with Fe, Ni, Vd and Cu
6.6 Process technology
The process technology consists of two flowsheets namely the cracking coupled with main distillation column and stabilization of naphtha.
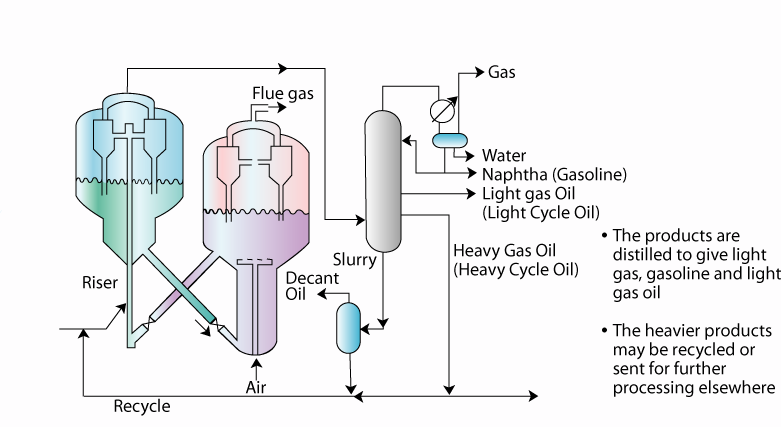
Figure6.1 Flow sheet of Catalytic Cracking process
- • Feed enters the cracking reactor.
- • Old generation refineries used moving bed reactors
• Now a days, fluidized catalytic cracking (FCC) reactors are used.
• The cracked product from the reactor enters a main distillation column that produces unstabilized naphtha, light gas oil, heavy gas oil, slurry and gas.
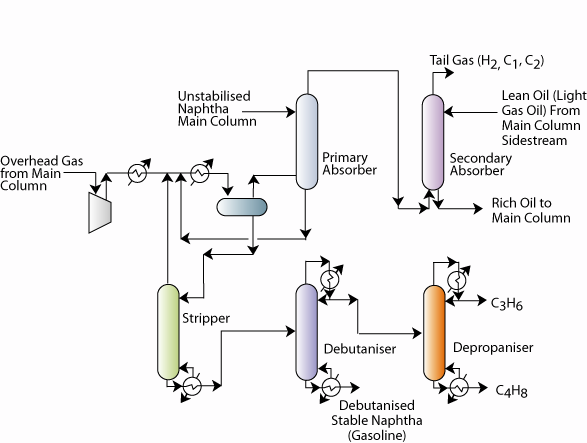
Figure6.2 Naphtha stabilization flow sheet
- • The naphtha obtained is unstabilized, as it consists of various hydrocarbons. It is therefore subjected to stabilized by continued processing.
• The slurry enters a phase separation unit which separates decant oil and a heavier product. The heavier product is recycled back to the cracking reactor.
• The unstabilized naphtha subsequently enters a unsaturates gas plant
• In the unsaturates gas plant, the gas obtained from the main distillation column is sent to a phase separator. The phase separator separates lighter hydrocarbons from heavier hydrocarbons.
- • The phase separator is also fed with the unstabilized naphtha. The unstabilized naphtha from the main column is first fed to a primary absorber to absorb heavier hydrocarbons in the gas stream emanating from the phase separator.
• The gas leaving the primary absorber is sent to a secondary absorber where light gas oil from main distillation column is used as a absorbent to further extract any absorbable hydrocarbons into the light gas oil. Eventually, the rich light gas oil enters the main distillation column (not shown in the figure a).
• The naphtha generated from the phase separator is sent to stripping to further consolidate and stabilize naphtha.
• The stabilized naphtha is further subjected to distillation in debutanizer and depropanizer units.
• The debutanizer unit removes butanes and lower hydrocarbons from the naphtha. The naphtha obtained as bottom product in the debutanizer is termed as debutanized stable naphtha or gasoline.
• The butanes and other hydrocarbons are sent to a depropanizer unit where butanes are separated from propanes and other lighter hydrocarbons. Thus, butanes are obtained as lower product and propanes along with other lighter hydrocarbons are obtained as the top product in the depropanizer unit.