·
Weir crest (![]() ) can be determined using the Francis' weir co-relation ( [3] page 571 ):
) can be determined using the Francis' weir co-relation ( [3] page 571 ):
| [mm] | (7.4) |
![]() =weir length, m
=weir length, m
Lc = liquid flow rate over the crest, kg/s
ρl = liquid density, kg/m3
| Actual operating minimum vapor velocity: |
(7.5) |
To avoid weeping: ![]()
7.3.3 Liquid entrainment
Entrainment is the phenomena in which liquid droplets are carried by vapor/gas to the tray above. Therefore, the less volatile liquid components from bottom tray are mixed with liquid having relatively more volatile materials on the overhead tray. It counteracts the desired mass transfer operation and the plate efficiency decreases. Entrainment increases with vapor velocity. The fractional entrainment (![]() ) can be predicted using Fair's correlation in terms of the flow parameter
) can be predicted using Fair's correlation in terms of the flow parameter ![]() and actual flooding velocity ( [4] page 14-28 ).
and actual flooding velocity ( [4] page 14-28 ).
Effect of ![]() on Murphree plate efficiency can be estimated using Colburn equation ( [4] page 14-29 ):
on Murphree plate efficiency can be estimated using Colburn equation ( [4] page 14-29 ):
|
(7.6) |
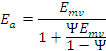
Emv = Murphree vapor efficiency
Ea = Corrected Murphree vapor efficiency for liquid entrainment
7.4 Tray hydraulic parameters
Total plate pressure drop
All gas pressure drops (ht) are expressed as heads of the clear liquid and ht is given by:
| (7.7) |
Where, hd = dry plate pressure drop, mm
hwc = height of liquid over weir (weir crest), mm
hw = weir height, mm
hr = residual head, mm
Dry plate pressure drop ( hd )
Dry plate pressure drop occurs due to friction within dry short holes. hd can be calculated using following expression derived for flow through orifices ( [3] page 575 ).
| [mm] | (7.8) |
| Maximum vapor velocity: |
(7.9) |
The orifice coefficient, Co can be determined in terms of ![]() and
and ![]() ( [3] page 576 ) .
( [3] page 576 ) .