| |
9.2.2 Pulsed Laser Ablation
In this process, a pulsed laser beam is focussed onto the surface of a target at an oblique angle so that a substrate can be placed directly in front of the target surface (see Fig. 9.3). This focussing action produces a laser spot of high enough energy which can ablate the target material which subsequently deposits onto the substrate. A mixture of Ar and O2 or pure O2 gas is used for the deposition of oxides with a pressure range of 20-50 Pa in most cases. The interaction of the laser beam with the target surface gives rise to a powerful plasma-like bright plume which emanates perpendicular to the target surface. Most commonly used lasers are UV excimer lasers such as ArF (193 nm), KrF (248 nm), XeF (351nm) and as it can be seen from these lasers, the wavelength of the laser is controlled by lasing gas composition. KrF excimer laser is one of the most widely used lasers because of its high-energy laser pulse output.
This technique has been successfully employed for deposition of high Tc superconductors, ferroelectric thin films, and other oxide films. Basic concepts of laser ablation and its application for deposition of various materials can be found elsewhere.21 Among some recent studies, laser ablation has been successfully used to produce epitaxial cuprate films by layer by layer growth mode.5 It was shown that low partial pressure of oxygen and high growth temperatures are crucial for this growth mode to occur, whilst high oxygen partial pressure results in films grown by 3-D island growth mode. Several reviews has been written on the growth of high Tc superconducting films9,22 and ferroelectric thin films.1010,23
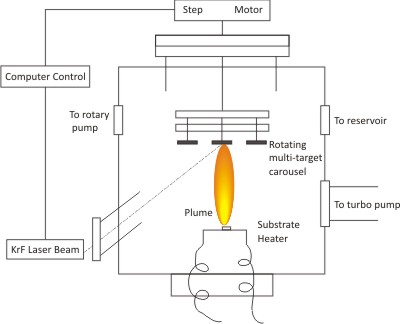 |
| Figure 9.3 Schematic diagram of a pulsed laser deposition setup |
The most important aspect of laser ablation is the presence of a low number of process variables as compared to other physical and chemical vapour processes. This makes the process relatively easy to control. The important parameters to be controlled are laser power density, substrate target distance, and ambient oxygen pressure.
Some of the advantages of this process are
-
excellent control over stoichiometry using single-phase multi-elemental target,
-
efficient target use,
-
it can be easily coupled with in-situ growth monitoring methods such as RHEED,
-
it can work at high working pressures,
-
possibility of depositing multilayers,
-
possibility of depositing films at higher deposition rates, and
-
absence of bombardment effects on the growing film unlike in sputtering.
However despite all the advantages of this process, some of the issues like creation of small droplets or particulates24 and deposition on larger area substrates, are yet to be dealt with successfully.
| 19G. Linker, X.X. Xi, O. Meyer, O. Li, and J. Geerk, Solid State Commun., 69, 249 (1989) |
| 20O. Auciello, A.I. Kingon, and S.B. Krupanidhi, MRS Bulletin, June, 25 (1996) |
| 21D.B. Chrisey and G.K. Hubler, Pulsed Laser Deposition of Thin Films, 'Wiley-Interscience Publication, New York (1994) |
| 22T.J. Jackson and S.B. Palmer, J. Phys. D: Appl. Phys., 27, 1581 (1994) |
| 23O. Auciello and R. Ramesh, MRS Bulletin, June, 31 (1996) |
| 24D.S. Misra and S.B. Palmer, Physica C, 176, 43 (1991) |
|