Stability & deactivation
If exposed to severe conditions of temperature and pH enzyme catalysts can undergo
- Loss or modification of functional groups or amino acid residues
- Change in conformations which alter and deactivate the site
The deactivation rate is extremely high with slight increases in temperature for e.g 50% loss of activity in 5 min at 65-70°C. Because of their high deactivation, enzymes are shipped and stored under refrigeration (0-4°C). Some enzymes are active and stable at higher temperature. The α-amylase catalyzes starch liquefaction at 105-115°C. Catalysts stability can be improved by the following methods:
- Immobilizing enzymes on inert support
- Covalent binding to a support
- Adsorption on solid surface
- Entrapment in gel
Immobilization of enzymes also facilitates recovery of the catalysts.
Enzyme catalysts : limitations
Major limitations for industrial applications are :
- Expense of isolating and purifying the catalysts
- Lack of stability when removed from cell or living extra-cellular environments
- Difficulty and expense of separation in batch operations
Second and third difficulties can be reduced by immobilized enzyme technology mentioned above. Separation of enzymes from the product is difficult, expensive and cause deactivation.
Industrial bio-catalytic process
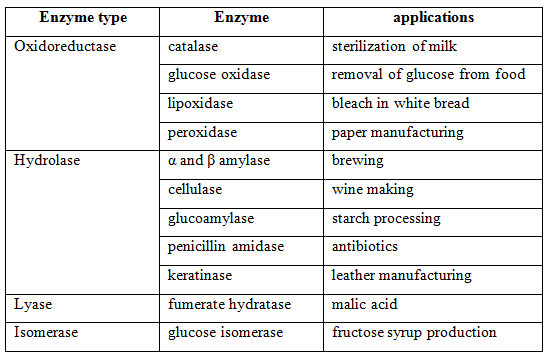
Over 300 enzymes are available commercially. About 20 of these enzymes are used in large and moderately large scale production of chemicals, food products and pharmaceuticals. Enzymes used in largest quantities include amylase, glucoamylase, glucose isomerase, lipase, prolease and rennet. Applications of these include starch processing, production of detergents, beverage, milk products and medicine.
Table 2 : Examples of different types of enzymes used in industry
Example of industrial processes
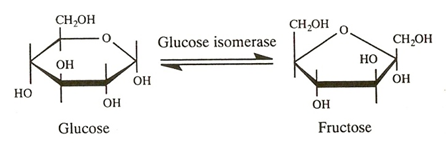
1. Glucose isomerization
Glucose is produced from starch using glucoamylase catalyst. The conversion of glucose to its sweeter form fructose is an important enzymatic process. For this reaction conventional acid –base catalysis is ineffective. This can be done using glucose isomerase catalysts. It is the largest commercial application of immobilized enzymes.
Commercial glucose isomerase catalysts are produced from : Actinoplanes missouriensis, Bacillus coagulans, Flavobacterium aborescens
Commercial immobilized form of these catalysts are relatively insensitive to temperature and are effective at high substrate concentration. They require Co2+, Mn2+ or Mg2+ cofactors and are inhibited by Ca2+, Cu2+, Zn2+, and Hg2+ as well as sugar alcohols such as sorbitol and xylitor.
Reported immobilization methods include :
- Occlusion in gelatin followed by crosslinking with glutaraldehyde
- Adsorption of purified enzyme on silica followed by crosslinking with glutaraldehyde
- Binding with polystyrene or resin
However the third method has been less successful as they are distorted during processing . Immobilized catalyst forms are granulated to particle size of 0.1 -1.5 mm.