Rhodium complex catalysts
The rhodium complex catalysts contain triphenylphosphine ligand [P(C6H5)3, TPP] groups. The composition of rhodium complex catalysts is HRh(CO)(P(C6H5)3)3. This catalyst is highly active resulting in better utilization of feed stock. The most important example of industrial hydroformylation process is the synthesis of aldehydes particularly conversion of propylene to butylaldehyde. Rhodium complexes are the best catalyst for low molecular weight alkene conversion however, cobalt complex catalysts are better for conversion of high molecular weight alkenes.
The overall reaction is given as :

The Rh complex catalyzed process is carried out at lower temperature and pressure of 80 -100°C and 15-30 atm respectively.
The catalyst is produced insitu from different starting materials such as Rh acetylacetate carbonyl, CO, H2, TPP group. The HRh(CO)(P(C6H5)3)3 form gives 99 % selectivity for linear aldehyde. At higher pressure, HRh(CO)3P(C6H5)3 species are formed that favors the branched aldehyde which is an undesirable product. Hence, high CO partial pressure is undesirable.
Moreover, at high partial pressure of CO, the reaction rate is inhibited by CO. On the other hand , at very low partial pressures of CO, the concentration of active carbonyl as well as CO reactant concentration are low, hence reaction rate is lowered. Rate of hydroformylation is also dependent on phosphine concentration. At low TPP: Rh wt ratio, the reaction rate increases with increasing concentration. However, at higher TPP:Rh wt ratio, the rate decreases greatly with increasing TPP concentration. Hence, at high concentration, TPP acts as inhibitor similar to CO.
In hydroformylation reaction, efficient mass transfer between gas (H2 and CO) and organic liquid phase is obtained by gas –liquid sparging and rapid stirring. Catalyst separation is usually done by distillation. Product aldehydes are separated and Rh catalyst remains in aqueous solution, which is recycled back to the reactor.
Rh complex catalysts can be deactivated by various ways. Free carboxylic acids, produced as byproduct, can coordinate with Rh deactivating it. Further, traces of chlorine or oxygen can also react with Rh decreasing its activity. When Rh catalysts are recovered at the bottom of distillation column, some of the heavy high boiling products remain with the catalyst, leading to faster deactivation. Rhodium is recovered from the deactivated catalyst and used for new catalyst preparation.
Carboxylation of methanol
Carboxylation of methanol produces acetic acid. Acetic acid is used in the production of vinyl acetate, cellulose acetate, acetic anhydride, acetyl chloride and solvent acetates. Reaction can be cobalt or rhodium complex catalyzed. The reaction is given as
![]()
For cobalt carbonyl complex, catalytically active form is HCo(CO)4. The cobalt complex, CH3OH and CO are dissolved in suitable solvents such as butane and reacted to obtain acetic acid at 250°C and 475 atm pressure. High pressure is required to dissolve the CO and to stabilize the catalyst complex in the active form.
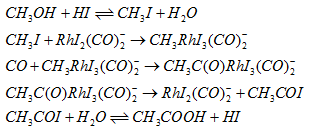
Rhodium catalysts involve milder conditions of 175°C and 15-25 atm pressure which is advantageous. Rhodium catalyzed process is used for large scale operation. The rhodium precursors salt is RHI3. The two catalysts components are rhodium and iodide. Under reaction conditions, the CO and water reduces RhI3 to monovalent rhodium complex [Rh (CO)2I2]−1 which is the active form. In the presence of large excess of iodide under reaction condition methyl iodide is formed. CH3I is reported to participate in mechanism and the rate is determined by the reaction of CH3I with Rh complex. The mechanism proposed is as follows :
The corresponding rate is given as ![]()
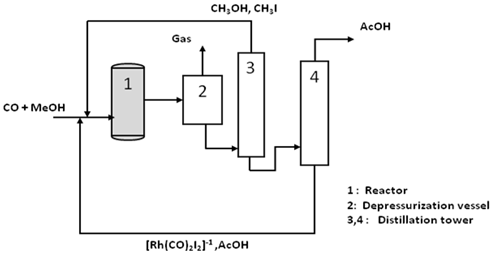
Fig 3. Process flow diagram for acetic acid production