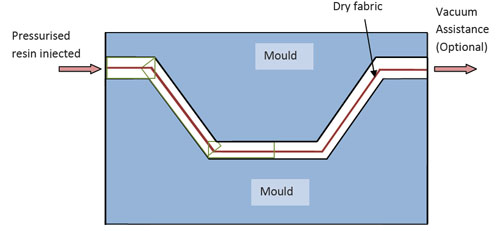
The process consists of arranging the fibres or cloth fabrics in the desired configuration in a preform. These fabrics are sometimes pre-pressed to the mould shape, and held together by a binder. A second matching mould tool is then clamped over the first. Then pressurized resin is injected into the cavity. Vacuum can also be applied to the mould cavity to assist resin in being drawn into the fabrics. This is known as Vacuum Assisted Resin Transfer Moulding (VARTM) or Vacuum Assisted Resin Injection (VARI). The laminate is then cured. Both injection and cure can take place at either ambient or elevated temperature.
In this process, the resins like epoxy, polyester, vinylester and phenolic can be used. Further, one use the high temperature resins such as bismaleimides can be used at elevated process temperatures. The fibres of any type can be used. The stitched materials work well in this process since the gaps allow rapid resin transport. Some specially developed fabrics can assist with resin flow.
Advantages:
The process is very efficient.
Suitable for complex shapes.
High fibre volume laminates can be obtained with very low void contents.
Good health and safety, and environmental control due to enclosure of resin.
Possible labour reductions.
Both sides of the component have a moulded surface. Hence, the final product gets a superior surface finish
Better reproducibility.
Relatively low clamping pressure and ability to induce inserts.
Disadvantages:
Matched tooling is expensive and heavy in order to withstand pressures.
Generally limited to smaller components.
Unimpregnated areas can occur resulting in very expensive scrap parts.
Applications:
The applications include the hollow cylindrical parts like motor casing, engine covers, etc.