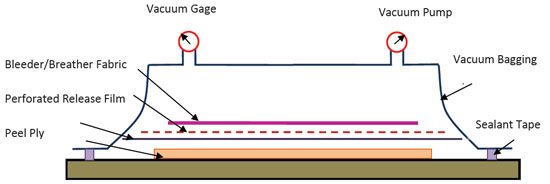
This is basically an extension of the wet lay-up process described above where pressure is applied to the laminate once laid-up in order to improve its consolidation. This is achieved by sealing a plastic film over the wet laid-up laminate and onto the tool. The air under the bag is extracted by a vacuum pump and thus up to one atmosphere of pressure can be applied to the laminate to consolidate it.
Materials Options:
Resins: Primarily epoxy and phenolic. Polyesters and vinylesters may have problems due to excessive extraction of styrene from the resin by the vacuum pump.
Fibres: The consolidation pressures mean that a variety of heavy fabrics can be wet-out.
Cores: Any.
Advantages:
Higher fibre content laminates can usually be achieved than with standard wet lay-up techniques.
Lower void contents are achieved than with wet lay-up.
Better fibre wet-out due to pressure and resin flow throughout structural fibres, with excess into bagging materials.
Health and safety: The vacuum bag reduces the amount of volatiles emitted during cure.
Disadvantages:
The extra process adds cost both in labour and in disposable bagging materials.
A higher level of skill is required by the operators.
Mixing and control of resin content still largely determined by operator skill.
Applications:
Large one-off cruising boats, race car components, core-bonding in production boats.