Polyesters are defined as step growth (or condensation) polymers containing ester units as the essential polymer chain forming linkage. The most important commercial polyester is poly(ethylene terephthalate), often referred to as PET. Polyester fibres or largely PET fibres dominate the world synthetic fibre industry. |
| Basic reactions in the synthesis of PET
|
| Poly(ethylene terephthalate) (PET) is formed by step growth reaction of ethylene glycol with either dimethyl terephthalate (DMT) or purified terephthalic acid (PTA). The chemical structure of monomers and compounds used in PET synthesis is shown below in table 1.3:
|
Table 1.3: Chemical Structure of various monomers and compounds used in PET synthesis |
Chemical |
Abbreviation used |
Chemical Structure |
Ethylene Glycol |
EG |
|
Purified Terephalic Acid |
PTA (TPA) |
|
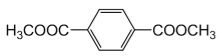
Dimethyl Terephthalate |
DMT |
|
Bis(Hydroxyethyl) Terephthalate |
BHET (also DTG) |
|
Diethylene Glycol |
DEG |
|
|
| When DMT is used as the monomer, it is known as the DMT process. This was the first to be commercialized because DMT was available in required purity, but terephthalic acid was not. Later the purified terephthalic acid became available and PTA process was introduced. Now both processes are used.
|
| The strategy used to synthesize polymeric chains of PET is very different to that used for nylon 6,6. The ethylene glycol monomer is not a strong enough base to give rise to a salt with the other monomer, terephthalic acid, therefore the route to exact stoichiometry is not available for PET synthesis. Therefore, the synthesis is started with an excess of ethylene glycol and later on removed by evaporation as polymerization proceeds so that ultimately the monomer stoichiometry of 1:1 is achieved.
|
| Synthesis of PET
|
The synthesis of PET requires two steps. The first step is know as ester interchange (EI) in DMT route or direct esterification (DE) in PTA route. Both produce a mixture of ethylene glycol esters of terephthalic acids. The second step is polycondensation, which is common for both routes. |
| First Step of polymerization
|
| (a) DMT route: Ester Interchange (or transesterification) Reaction
|
.png) |
----[36] |
|
In the ester interchange (EI) process, excess of ethylene glycol is reacted with dimethyl terephthalate in the presence of catalysts at temperatures starting from 150°C and slowly increasing to 210°C as shown in reaction [36]. The heat of reaction is ~14 kcal/mol. The reaction is reversible and is driven to completion by distilling off the byproduct methanol. This distillation is carried out using fractionating column so that a minimum of ethylene glycol is removed. In practice, the ethylene glycol to DMT ratio of 1.7 - 2 is used so that the temperature at completion does not rise too high.
|
| This pre-polycondensation reaction leads to products which mainly contain bis(hydroxyethyl) terephthalate (BHET). The product also contains some unreacted ethylene glycol together with linear oligoesters of the general formula as shown in structure [37]:
|
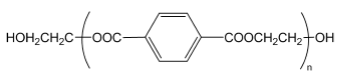 |
-------[37] |
|
The average degree of polymerization (n) of oligomers in the reaction mixture depends on the ratio of ethylene glycol to DMT. If number of moles of EG is twice that of DMT, only BHET is obtained. If it is lower than 2 times the DMT, an higher value of n is obtained. This mixture is called prepolymer and is used in second step known as polycondensation (discussed later).
|
The addition of catalyst, most often metallic salts of a weak or volatile acid, such as Pb, Zn, Mn, Ca or Cd acetate, is preferred.
|
Many of these cationic species are also known to catalyze ester interchange and the thermal degradation reaction that occur at polycondensation step. Since the thermal degradation reaction becomes more competitive at polycondensation conditions, it tends to limit the attainable molecular weight and results in a yellow color in the polymer. Therefore, at the end of transesterification stage, the catalyst must be deactivated by the addition of a sequestering agent such as phosphoric acid and triphenyl phosphate.
|
| b) TPA Route: Direct Esterification Reaction
|
| In the direct esterification process (DE) as shown in reaction [38], due to the low solubility of terephthalic acid in boiling glycol, it is necessary to raise the reaction temperature and pressure to 240-260 °C and 4 x 105 Pa, respectively, to obtain an adequate reaction rate. The reaction is self-catalyzed by the carboxylic acid groups. However, additional catalysts such as stronger acids and esters of titanic acid are also used. The volatile byproduct of direct esterification is water, which is distilled out of the reactor to force the reversible reaction towards completion. |
Esterification reaction |
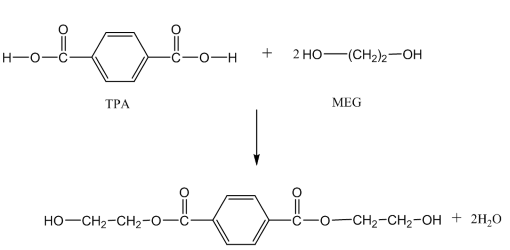 |
-----[38] |
|
One of the side products of this reaction is the formation of diethyl glycol (DEG) as shown in reaction [39]. |
 |
-----[39] |
|
The catalytic action of acid groups and the high temperature employed during the esterification increases the formation of DEG. DEG formation can be reduced by reducing the EG/TPA ratio during the start of the reaction and by addition of chemicals which reduce or prevent DEG formation. Therefore an EG/TPA ratio of 1.1 to 1.3 is used and consequently, the initial reaction product is a mixture of linear oligomers of a somewhat higher degree of polymerization (n) than that from ester interchange reaction discussed above. |
A very small amount of a strong base, such as sodium hydroxide or an organic quaternary hydroxide is added as effective catalysts to reduce DEG formation. The formation of DEG during pre-polycondensation step results in decrease of the melting point of the polymer obtained from TPA route, and therefore, its melting point is generally lower than that obtained by DMT route. After esterification is complete, a phosphite or phosphate ester may be added to inactivate the basic additive and stabilize the polymer. |
TPA route has several economical advantages over DMT route, which are given below: |
- The yield by weight of polymer obtained from the monomer is higher in PTA route, because, DMT is a diester with two methanol molecules which needs to be removed during ester interchange reaction.
|
- EG/PTA ratio is much lower in PTA route than EG/DMT ratio used in DMT route, therefore lower amount of EG needs to be removed during the polycondensation step (i.e. 2nd step) to achieve same molecular weight.
|
- The cost of PTA is lower than that of DMT
|
- Methanol obtained from ester interchange reaction, needs to be collected, purified by distillation and sold as a byproduct, which makes DMT route more expensive.
|
Therefore, the PTA- based production saves 8% of total capital investment and 15 % of feedstock cost. |
Second step of polymerization |
Melt polycondensation (PC) reaction |
The product from first step is subjected to a further reaction stage known as polycondensation (PC) which produces poly(ethylene terephthalate) of fibre-forming molecular weight. This reaction takes place in melt phase and the byproduct, EG is removed from melt using high vacuum. Reaction [40] shows stoichiometric equation for the synthesis of PET. High viscosity PET grades for bottles or technical yarns are typically produced by further polycondensation in an additional solid state process (SSP) under vacuum or in an inert gas atmosphere. |
At this stage of polymer synthesis, the BHET molecules or its short oligomers undergo ester interchange reactions (i.e. transesterification reaction) at their reactive ends to join up into longer chains (in presence of suitable catalyst). One mole of glycol is eliminated in each reaction step. |
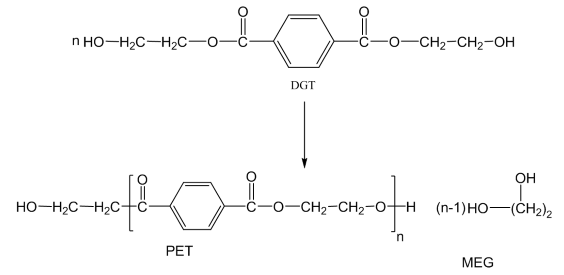 |
----[40] |
|
As the polycondensation reaction is reversible, and the whole process is in complex equilibrium of forward and backward reactions. Therefore, it is important to remove the glycol produced from the system as quickly as possible. As the glycol is removed by high vacuum; the reaction is forced to move towards higher and higher molecular weight. With increase in molecular weight, the melt becomes increasingly viscous; the melt viscosity of the fibre grade PET polymer at 285°C is of the order of 3000 poise under the shear conditions of roughly 1000 s-1. It is difficult to continue to drive the reaction forward as the viscosity becomes very high and it becomes difficult to turn the reactant mixture. This prevents EG from evaporating further and makes difficult for any two reactive ends of polymer chains to find each other for further reaction. This stage of the reaction is called diffusion controlled. |
The polymerization may be carried out in a semibatch reactor or a continuous reactor. |
Usually, the molecular weight in a semi-batch reactor can be controlled by comparing the power input of the agitator motor. Power required by the stirrer motor to keep the stirring going is proportional to the viscosity of the polymer. A reaction may be stopped once a predetermined power value drawn by the stirrer motor is reached, indicating that the targeted viscosity has reached.
|
In this step, a further catalyst (explained later) is added to the mixture of linear oligomers, free glycol is distilled out, and the temperature is raised until it reaches 280-290°C. The pressure is reduced as rapidly as possible without causing carry-over due to foaming, and polymerization is carried out at a pressure below 25 Pa (0.2 mm Hg) until the required molecular weight is attained. In the melt phase, a molecular weight (number average) of typically between 16000 and 19000, which is equivalent to Intrinsic viscosity (IV) of 0.58-0.68, is reached. |
What are the Catalysts used for polycondensation |
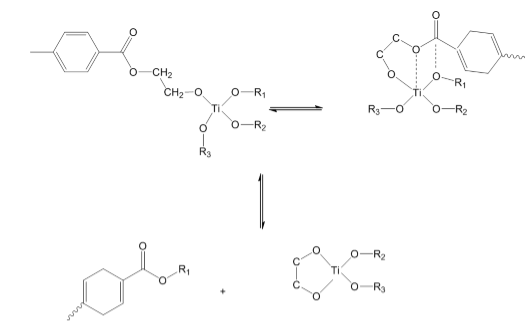
Polycondensation reaction also requires a catalyst, popular catalyst for transesterification reaction at this stage is antimony trioxide, Sb2O3, although antimony pentaoxide and germanium dioxide have also been used. The proposed catalysis mechanism of titanium compounds is illustrated in reaction [41]. |
 |
----[41] |
|
The primary step in catalysis is the coordination of metal ion to the ester carbonyl bond to increase its polarity to facilitate nucleophilic attack. In the early stages of polycondensation, when the hydroxyl group concentration is high, the antimony catalysts coordinate with hydroxyl groups, and therefore, the catalytic activity of antimony is lower in the initial stages of polycondensation. As the EG is evaporated, the effectiveness of antimony catalysts improves towards the later part of the polycondensation reaction. |
| Antimony trioxide has a tendency to produce a gray-green tinge in the polymer due to a reduction of a small proportion of catalyst to antimony metal. Therefore, germanium dioxide is used where particularly white fibre is required, although its cost is high, and therefore, precludes general use. |
How to obtain high molecular weight? |
| (a) Reactor design |
As stated above, the rate of attainment of high molecular weight is diffusion-controlled rather than chemically controlled. It is useful to minimize the diffusion path by maximizing the surface to volume ratio and the rate of generation of free surface. This helps in escape of EG under vacuum and high temperature. This may be facilitated by feeding the melt into rotating disc ring reactors that have multiple discs that create thin and renewable film of the polymer melt, thus significantly increasing the available surface area, and decreasing the diffusion path for condensate (EG) removal. |
However, concurrently with polycondensation, a thermal degradation reaction also takes place, which leads to chain scission and a drop in molecular weight. This thermal degradation reaction, which is discussed more fully along with side reactions, is the major cause of the presence of carboxyl end-groups in the polymer and the fibre. |
(b) Chain extenders |
The later stages of the polycondensation can be chemically modified to overcome the limitation imposed by the diffusion rate of EG. At an intermediate stage in the polycondensation, 0.5-2% of a diphenyl ester, preferably phenyl carbonate or diphenyl terephthalate is introduced into the reaction mixture. These molecules act as chain extenders and react rapidly to couple polymer chains with evolution of phenol. It has been reported that PET formation proceeds at two to three times faster and the product colour is improved when TPA is added as a chain extender. The amount of TPA to be added depends on the DP of the polymer at the time of addition. |
The equilibrium in this reaction is much more favorable to the formation of polymer and free phenol than it is in usual reaction which forms polymer and free EG. This helps in greatly accelerating the polymerization reactions and substantially reducing the reaction times. A further result is that polymers of lower carboxyl end-group content and higher molecular weight can be obtained. This modification is now little used because it is less advantageous in a continuous polymerization reactor. |
| |