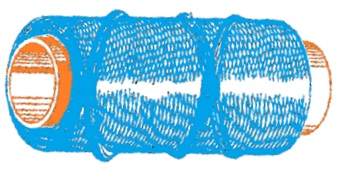
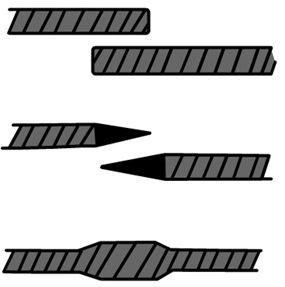
Splicing is the process by which the two ends of yarns are joined. In most of the machines dealing with spun yarns, pneumatic splicers are used. Robotic arms aided with air suction bring two ends of the yarns inside the splicing chamber. Then compressed air is jetted to create turbulence inside the chamber so that the yarn is untwisted. Then some fibres are removed from the yarn ends to create wedge shape. Jetting of compressed air is done again to twist the two superimposed ends of yarns (Figure 2.45). Splicing introduces a less severe fault in the yarn and the appearance of spliced portion of yarn is checked by making the yarn appearance board. The quality of spliced yarn is checked by using the parameters like retained splice strength and splice breaking ratio as defined below:
|
|
| Higher retained splice strength (85-90%) and lower splice breaking ratio imply good splicing performance. |
| 
|
Figure 2.45: Steps of yarn splicing
|
| The performance of a splicer is also evaluated by the parameters like clearing efficiency and knot factor. As knotting device is not used in modern winders like Autoconer, the term knot factor may be replaced with splice factor. Higher clearing efficiency and lower splice factor (close to 1) signifies desirable performance of a splicer. |
|
Yarn Winding for Package Dyeing |
Yarns are often dyed in package form. Yarn packages intended for dyeing should have certain characteristics to facilitate uniform dyeing within and between the packages. The density of the package should be low but uniform. For cotton yarn, the density of package should be around 0.35-0.40 g/c.c. for optimum dyeing performance. Low density will ensure better penetration and flow of dye liquor across the yarn layers. On the other hand, uniform density will ensure that no preferential channel of fluid flow will be developed. Some of the requirements of packages are as follows:
|
- Density variation within and between the packages should be less than ± 2.5%
- Dye package outer diameter variation should be ± 1mm.
|
| Drum-driven random winders are not preferred for packages intended for dyeing due to patterning problem which may increase the package density drastically. In case of precision winder, the angle of wind reduces as the package diameter increases. Thus the package density increases towards the outer side of the package. In case of step precision winder or digicone winder, the angle of wind varies marginally during winding (± 1°). Thus the density of the package remains nearly constant. Digicone wider produces the best packages for dyeing. |
| On principle, the density of the package can be varied by following ways: |
- Changing the angle of wind
- Changing the distance between neighboring yarns within a layer
- Changing the pressure between the package and drum
- Changing the winding tension
|
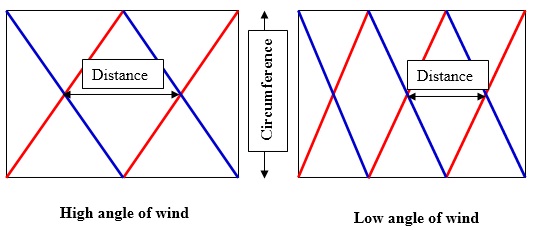
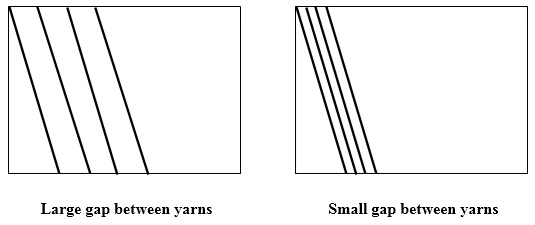
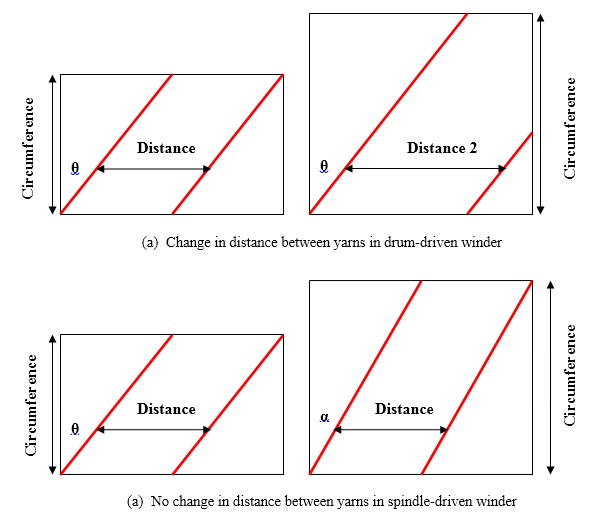
High angle of wind produces lower package density (Figure 2.46). Lower the distance between the neighbouring yarns within the same layer, higher will be the package density (Figure 2.47). In Figures 2.46 and 2.47, the path of yarn from left to right has been shown in red colour and right to left in blue colour. However, these two parameters cannot be changed independently in drum and spindle-driven winders. For example, in a drum-driven winder, if the angle of wind is changed by using a winding drum having different scroll (S) value, the distance between the two consecutive coils within the same layer will also change. This can be understood from Figure 2.46. Besides, in a drum-driven winder, the distance between yarns within a layer reduces with the increase in package diameter whereas it remains constant in case of spindle-driven or precision winder (Figure 2.48). |
Higher pressure between package and winding drum and higher winding tension increases the package density. In some of the modern winders, the pressure between the package and winding drum is reduced as the package diameter increases so that the outer layers do not become denser than the inner layers.
|
Most of the modern winders are having automatic tension control system which minimizes the tension variation which arises due to the variation in the diameter or due to change in the unwinding point on the supply packages. For a given winding speed, this system ensures controlled increase or decrease of winding tension based on the input tension. |
|
| Figure 2.46: Angle of wind and package density |
|
Figure 2.47: Gap between yarns and package density
|
|
Figure 2.48: Gap between yarns at different package diameters
|
Defects in Winding |
Some of the major defects observed in the wound packages are as follows: |
- Ribbon or pattern
- Stitches or jali
- Soft tip or base
- Slough off
|
The ribbons are formed when the coils of two successive layers rest over or very closely to one another as shown in Figure 2.49. This happens in drum-driven winder when the traverse ratio becomes an integer. Thick ridges are formed due to patterning and it mars the appearance of the package. Besides, the density of the package at the ribbon part becomes very high which causes problem in unwinding and dyeing. |
Patterning is prevented in some of the drum-driven machines by momentarily lifting the package from the drum and thereby creating some intended slippage. This causes change in yarn path from the anticipated one and thus patterning problem is avoided. |
|
Figure 2.49: Package with ribbon or pattern defect |
Stitches are formed when the yarn is wound beyond the boundary of the package. It may happen due to improper traverse guidance of the yarn at the edges of the package. If the winding tension is low then the yarn may exceed the boundary line up to which it is supposed to travel. The improper contact between the package and the winding drum may also cause stitches. |
If the pressure between the package and the drum along the line of contact is not uniform then the package may have different density at the tip and base regions. Higher contact pressure will lead to higher package density and vice versa. The alignment of the winding drum and the package must be correct to ensure uniform density along the axis of the package. The position of the yarn guide should be exactly at the centre of the winding drum so that the length of the yarn between package and the yarn guide remains the same at the two extreme positions of traverse. |
Slough off is the problem of removal of multiple coil from the package during high speed unwinding. If the package density or gain is not adequate, then slough off may occur when the wound package will be used in the warping section. |
Winding and Yarn Hairiness |
The yarn hairiness increases due to winding. The reasons are as follows: |
- Abrasion of yarn with various machine parts
- Transfer of one fibres from one section of yarn to the other.
|
Research by Rust and Peykamian [3] has shown that yarn hairiness increases by a greater amount if the winding speed is high. During winding, redistribution of twist takes place. The twist flows to the regions with lower yarn diameters. This causes fibre transfer and increase in yarn hairiness. Though the average helix angle remains unaltered after winding, the variation in twist angle reduces after winding which supports the fact that twist rearrangement takes place during winding. |
References |
- Aggarwal, A. K., Hari, P. K., and Subramanian, T. A., Evaluation of Classimat Faults for Their Performance in Weaving, Textile Research Journal, Vol. 57, No. 12, 735-740, (1987)
- Application report of Uster Classimat Quantum, http://www.uster.com/
- Rust, J. P., and Peykamian, S., Yarn hairiness and the process of winding, Textile Research Journal 1992 62: 685-689.
|
| |
| |
| |
| |
| |
|
| |