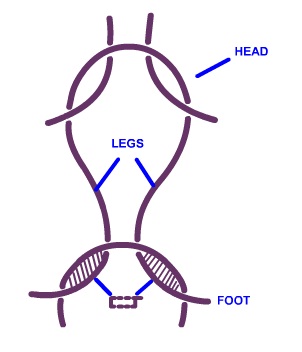
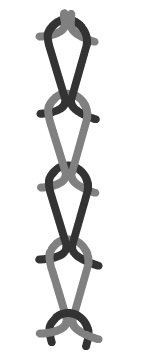
Knitting is the process of fabric formation by producing series of intermeshed loops. Loops are the building blocks of knitted fabrics (Figure 1.14). As a result, the knitted fabrics, in general, are more stretchable than the woven fabrics. The open structure of knitted fabrics also helps in moisture vapour transmission making it suitable for the sports garments. Besides, the knitted fabrics have more porosity than the woven fabrics. Therefore, knitted structures can trap more air resulting in lower thermal conductivity and higher thermal resistance. There are two types of principles of knitting namely warp knitting and weft knitting.
|
|
Figure 1.14: A knitted loop
|
Weft Knitting
|
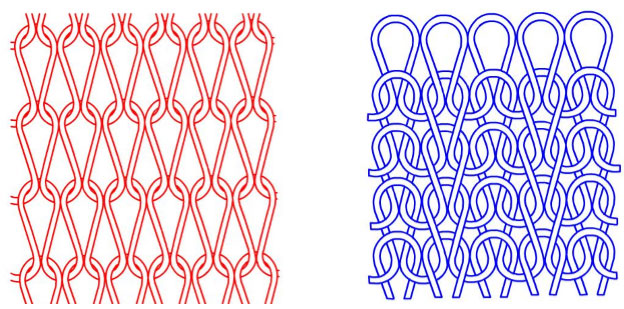
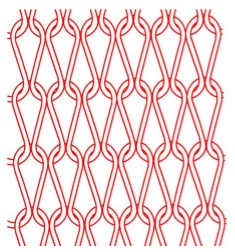
In this method loops are made by each weft yarn and loops are formed across the width of the fabric (Figure 1.15 a). Weft knitted structure can be made even from one supply package. The weft knitting machines are of two types.
|
- Flat bed machine
- Single bed
- Double bed or V bed
- Circular bed knitting machine
|
In flat bed machine, the needles do not perform any lateral movement. The axial movement of the needles, needed for loop formation, is actuated by a set of cams mounted on cam jacket which reciprocate laterally (exception: straight bar machines) . In contrast, the cam jackets are generally stationary in circular knitting machine. The cylinder carrying the needles on its grooved surface rotates continuously to cause the upward and downward movement of needles. In many small diameter circular weft knitting machines, the cylinder may remain stationary while the cam jackets revolve. This is true for single feeder machines.
|
| Warp Knitting |
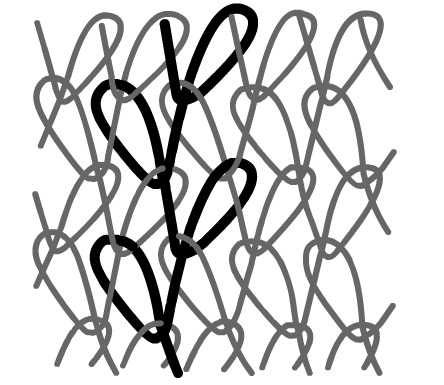
| In this method loops are made from each warp yarn and loops are formed along the length of the fabric (Figure 1.15 b). The yarns are supplied in the form of sheet made by parallel warp yarns coming out from a single or multiple warp beams. The yarns are fed to the needles by guide bars which swings to and fro and shog laterally. The loop formation mechanism is more complex for warp knitting. |
 |
 |
| (a)
Weft knitted fabric
|
(b) Warp knitted fabric |
Figure 1.15: Weft and warp knitted fabrics
|
|
|
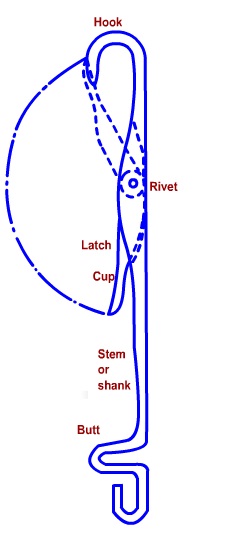
Irrespective of the knitting technology, the machine element which helps in forming the loop is called needle. Latch, bearded and compound needles are used depending on the type of knitting machine. Latch needle (Figure 1.16) is most popularly used in weft knitting and Raschel warp knitting machine.
|
|
Figure 1.16: Latch needle
|
The major components of a latch needle are
|
- Hook
- Latch
- Latch spoon (cup)
- Stem
- Butt
|
| Hook is the curved part of the needle which is responsible for forming the loop. Latch is a tiny component and it is riveted on the upper part of the stem of the needle. Latch spoon is the tip of the latch which encloses the tip of the hook when the latch closes. The upward and downward movements of the needles during the loop formation are caused by a set of cams in weft knitting and by movement of bars in warp knitting . The butt is actually the ‘follower’ and it is pressed against the cam to cause movement of the needle.
|
| |
| Loop Formation in Knitting |
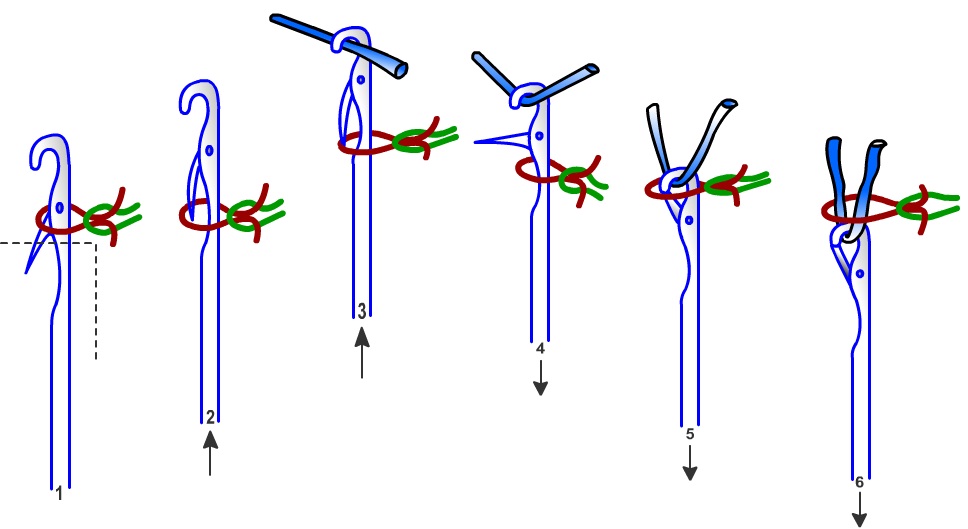
| The sequence of loop formation is shown in Figure 1.17. When the needle moves up, the old loop forces the latch to open. When the old loop rests on the latch, the position is called ‘tuck’ position (1 in Figure 1.17). Then the needle moves up further and the old loop slides down the latch and rest on the stem of the needle. This is called the ‘clearing’ position (2 in Figure 1.17). The needle attains its highest position at 3 in Figure 1.17. Then the needle starts to descend and the hook catches the yarn. As the needle continues to descend, the yarn bends in the form of a loop (U shape). The old loop now helps to close the latch by pushing it in upward direction so that newly formed loop is caught between the hook and latch (4 in Figure 1.17). The needle continues to descend and new loop is ‘cast on’ (5 in Figure 1.17) and finally ‘knocked over’ (6 in Figure 1.17) through the old one. Casting off or knocking over is the same phenomena, executed in two different manners. For casting-off to take place special knitting elements bodily push the old loop out while in case of knocking over, help of sinkers or verges is necessary to prevent the old loop from moving down with the needle.
|
|
Figure 1.17: Sequence of loop formation
|
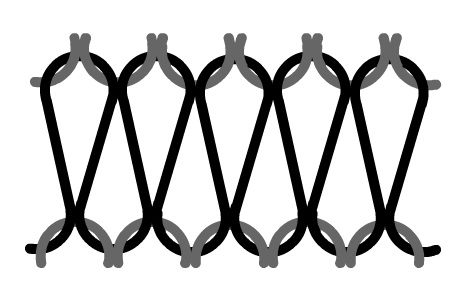
Course and wale: The horizontal row of loops is called course. The vertical column of loops is called wale (Figure 1.18). The wales per inch (wpi) and courses per inch (cpi) of knitted fabrics are analogous to ends per inch (epi) and picks per inch (ppi) of woven fabrics. For a fully relaxed knitted fabric, the wpi and cpi values are determined by the loop length. Smaller loop length leads to higher values of wpi and cpi. As a result, the stitch density or loop density which is a product of wpi and cpi also increases with the reduction in loop length. The ratio of cpi and wpi is known as loop shape factor. For fully relaxed single jersey fabric, the loop shape factor is around 1.3.
|
|
Figure 1.18: Course and wale |
Tightness factor: It indicates the proportion of knitted fabric area covered by the yarn. It is analogous to the cover factor of woven fabric. If the linear density of the yarn is T tex and loop length is L cm, then tightness factor is  . . |
Flat bed machines, as the name implies, have one or more beds for carrying the needles. Single bed machines produce plain or single jersey structure whereas double bed machines (V bed) produce rib (1×1, 2×2) and purl structures (Figure 1.19). Double bed machines can also be employed to develop single jersey constructions. The needles on the two beds in a double bed machine must be offset so that they do not collide with each other while forming the loops. |
|
Figure 1.19: Single jersey and double jersey (rib) structures |
In case of single jersey fabrics, all the heads of the loops are either facing the viewer or away from the viewer. In Figure 1.19a, all the heads of the loops are hidden from the viewer while the legs are prominently visible. So, it is the technical face side of the fabric. The other side of the fabric is known as technical back. |
In case of rib (double jersey) fabrics, in some of the wales, heads of the loops are facing the viewer and vice versa (Figure 1.19b). So there is no technical face or back in double jersey fabric. Single jersey fabrics tend to curl at the edges. In general, double jersey fabric is thicker and more stretchable in course direction than the single jersey fabric. |
In circular single jersey knitting machine, only one set of needles are used on the cylinder. However, in circular rib knitting machine, two sets of needles namely cylinder and dial needles are used. They operate perpendicularly to each other. One set of needles (cylinder needles) are arranged on the surface of a grooved cylinder. Generally the cylinder is rotated and needles get the requisite movement from stationary cam jackets. Another set of needles operate in horizontal plane and they are known as dial needles. |
Another important double jersey fabric which is made on circular knitting machines is known as interlock which is basically the combination of two rib structures (Figure 1.20). The interlocking of two rib structures is responsible for lower stretchability of interlock fabrics as compared to the original rib structure. Interlock fabrics are generally heavy and demonstrate least porosity and highest thermal conductivity among the three knitted structures. |
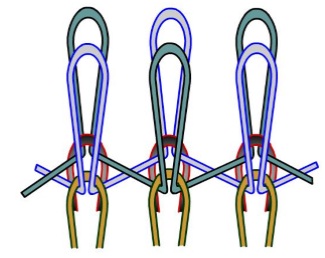 |
Figure 1.20: Interlock structure |
|
|