Secondary cooling
Below the mold partially solidification strand is water sprayed to complete the solidification. Number of primary parameters which influence the rate of heat extraction are.
- Water drop flux
- Mean drop size
- Droplet velocity hitting the strand surface
- Wetting effects.
Spray cooling essentially involves boiling heat transfer. A water vapour blanket forms on the strand surface which prevents direct contact of water droplets with the strand surface. Velocity of droplets should be such that droplet can penetrate the vapour layer so that droplets can wet the surface and cools the surface.
In secondary cooling, number of nozzles is distributed over the surface of the moving strand. Overlapping of spray may occur. Distance between nozzles is important.
Heat transfer in continuous casting
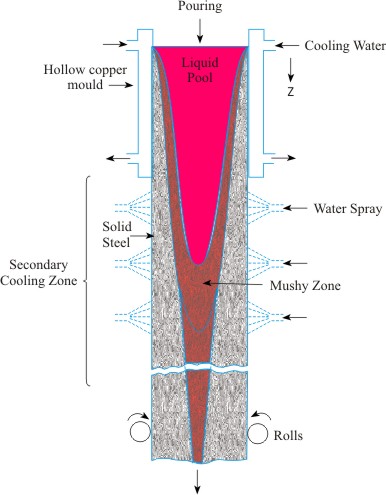
Heat transfer in continuous casting takes place in mold and in secondary cooling by a combination of conduction, convection and radiation. Figure 33.4 shows heat transfer in the mold and secondary cooling.
| Figure 33.4: |
Heat transfer in the mold and secondary cooling zone and the formation of solid shell. Mushy zone and liquid core can also be seen |
In the mold air gap formation influences heat transfer. The higher heat flux in mould can lead to higher casting speeds. Heat flux depends on.
- Composition of steel.
- Mould taper.
- Type of lubricant
- Type of mould straight or curve
- Casting speed.
The major requirements for secondary cooling
- Partially solidified strand must have shell sufficiently strong at the exit of the mold to avoid breakout due to liquid pressure.
- The liquid core should be bowl shaped
- Solidification must complete before the withdrawl roll.
Casting speed i.e. rate of linear movement of strand/ minute from the mould is important. Casting speed must match with the rate of solidification. Slabs are cast within the speed ranging from 1.5/min to 2.5m/min.
The intensity of heat extraction by water spray in secondary cooling is

h is heat transfer coefficient  is surface and is surface and  water temperature.The heat transfer coefficient h depends on water flow rate. In secondary cooling solidification must be complete. Some of the issues are: water temperature.The heat transfer coefficient h depends on water flow rate. In secondary cooling solidification must be complete. Some of the issues are:
- Water spray must be distributed uniformly on the moving strand so that reheating of the strand does not occur. Non- uniform cooling leads to generation of thermal stresses on the surface and surface cracks may appear.
- Outer surface temperature should be greater than
 to avoid volumetric expansion accompanying due to transformation of austenite to ferrite. to avoid volumetric expansion accompanying due to transformation of austenite to ferrite.
Mist spray cooling i.e. mixture of air+ water provides more uniform cooling. Here high pressure air+ water mixture is sprayed on the metal surfaces. Some advantages are:
- Uniform cooling
- Less water requirement
- Reduced surface cracking
|