Mold
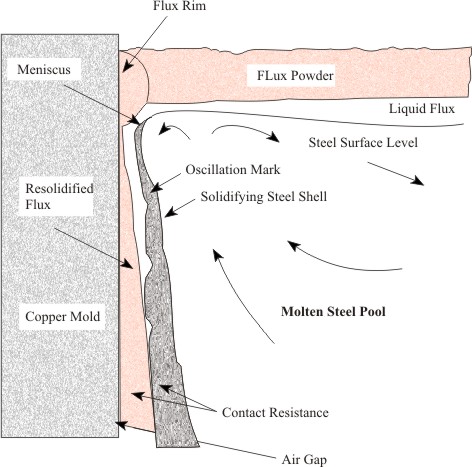
Mold is the heart of continuous casting. Molten stream enters from the tundish through the submerged nozzle into water cooled mold in presence of flux. Solidification of steel begins in the mold. The casting powder is added onto the top of molten steel in the mold. It melts and penetrates between the surface of mold and the solidifying strand to minimize friction as shown in figure 33.3. Control of height of molten steel in the mould is crucial for the success of the continuous casting machine. The solidification begins from the meniscus of steel level in the mould. Mold level sensors are used to control the meniscus level in the mould.
| Figure 33.3: |
Role of flux in continuous casting mold |
As seen in the figure, flux melts and enters into the gap between mold surface and solidified strand. Molds are made of copper alloys. Small amounts of alloying elements are added to increase the strength. Mold is tapered to reduce the air gap formation. Taper is typically 1% of the mold length. For  cross section of mold the taper is about 1mm for 1m long mold. The cross section of the mold is the cross section of the slab/bloom/billet. Length of the mold is around cross section of mold the taper is about 1mm for 1m long mold. The cross section of the mold is the cross section of the slab/bloom/billet. Length of the mold is around  and is more for large cross sections. Mold cross section decreases gradually from top to bottom. Mould extracts around 10% of the total heat. and is more for large cross sections. Mold cross section decreases gradually from top to bottom. Mould extracts around 10% of the total heat.
The mold is oscillated up and down to withdraw the partially solidified strand (strand is either billet or bloom or slab).The oscillated frequency can be varied. At Tata steel slab caster frequency is varied in between 0 and 250cycles/min and the stroke length from 0 to 12mm.
Steel level in mould is controlled, that is the meniscus for smooth caster operation. Sensors are used to control the meniscus level.
The functions of mold flux are.
- Inclusion absorption capability.
- Prevention of oxidation.
- Minimization of heat losses.
- Flux on melting enters into the air gap and provides lubrication.
For the above functions the flux should have the following properties.
- Low viscosity
- Low liquidus temperature
- Melting rate of flux must match with the speed of the continuous casting.
Mass flow rate of flux can be calculated by
 Powder feed rate Powder feed rate  casting speed casting speed  is boundary layer thickness, is boundary layer thickness,  is density of flux, is density of flux,  is viscosity of slag is viscosity of slag  . .
Consider slab casting speed 

For a mold of length 
Typically the range of composition for mold fluxes are.
CaO |
25-45% |
Na2O |
1-20% |
BaO |
0-10% |
SiO2 |
20-50% |
K2O |
1-5% |
Li2O |
0-4% |
Al2O3 |
0-10% |
FeO |
0-6% |
B2O3 |
0-10% |
TiO2 |
0-5% |
MgO |
0-10% |
F |
4-10% |
C |
1-25% |
MnO |
0-10% |
|
|
|
|