Introduction
In the continuous casting, molten steel is poured from the tundish in the water cooled mold and partially solidified bloom/billet or slab (hereafter called strand) is withdrawn from the bottom of the mold into water spray so that solidified bloom/billet or slab is produced constantly and continuously. Continuous casting is widely adopted by steelmakers. The advantages of continuous casting over ingot casting are
- Quality of the cast product is better
- No need to have slabbing/blooming or billet mill as required when ingot casting is used.
- Higher extent of automation is possible
- Width of the slab can be adjusted with the downstream strip mill.
- Continuously cast products show less segregation.
- Hot direct charging of the cast product for rolling is possible which leads to energy saving.
How casting is done continuously?
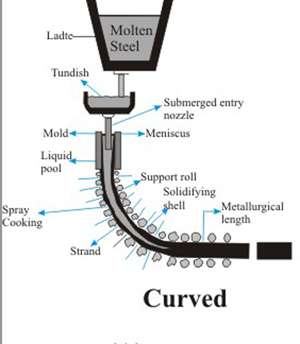
The essential components of a continuous casting machine are tundish, water cooled mold, water spray and torch cutters. Tundish, mold and water spray are arranged such that molten stream is poured from tundish to mold and solidified strand (billet/bloom/billet) is produced continuously. The required length of the strand is cut by torch cutter. In figure 32.1, the arrangement of tundish, mold and water spray is shown.
| Figure 33.1 |
Arrangement of tundish, mold and water spray in a curved mold machine |
Tundish
Tundish is a refractory lined vessel. Liquid steel is usually tapped from ladle into tundish. The stream is shrouded as it enters from ladle to tundish. The functions of the tundish are:
|