Ingot defects: Causes and remedies
i) Pipe formation:
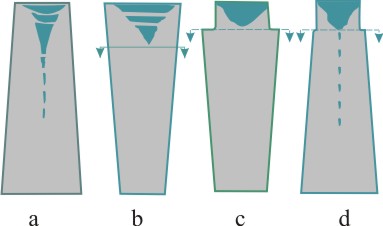
Cause: Steel contracts on solidification. The volumetric shrinkage leads to formation of pipe. In killed steels pipe formation occurs toward the end of solidification. Figure 32.2a shows primary and secondary pipe in narrow end up mould and 32.2 (b) in wide end up mould while casting killed steel. Only primary pipe can be seen in wide end up mould.
Figure 32.2 (a) Narrow end up mould showing long pipe in killed steel
Figure 32.2 (b) Wide end up mould showing pipe in killed steel
Figure 32.2 (c) Wide end up mould with hot top
Figure 32.2 (d) Narrow end up mold with hot top. Pipe is confined to the top.
Rimming and semi-finished steel show very less tendency for pipe formation
Wide end up moulds show smaller pipe as compared with narrow end up mould (in figure 32.2 (a) longer pipe can be seen). The portion of ingot containing pipe has to be discarded which affects yields.
Remedy: use of hot top on the mold. The volume of the hot top is 10-15% higher than ingot volume. Pipe formation is restricted in the hot top which can be discarded. Use of exothermic materials in the hot top keeps the metal hot in the top portion and pipe formation can be avoided. Another method is to pour extra mass of metal.
ii) Blow holes
Cause: Evolution of gas during solidification of steel. Entrapment of gas produces blow holes in the ingot. Blow holes located inside the ingot can be welded during rolling. Rimming steels show blow holes due to rimming reaction between carbon and oxygen. The rimming reaction produces CO, which when is unable to escape during solidification, produces blow holes. Semi-killed steels also show tendency to blow hole formation.
Remedy: Control of gas evolution during solidification so that blow hole forms only within the ingot skin of adequate thickness.
|