Ingot mould types
Cast iron is used to fabricate the mould. Thermal coefficient of cast iron is lower than steel as a result, steel on solidification contracts more than cast iron which makes detachment of ingot easier from the mold. Inner walls of the mould are coated by tar or fine carbon. The coated material decomposes during solidification which prevents sticking of solidified ingots with the inner walls of the mold.
Molds are essentially of two types:
- Wide end up or narrow end down as shown in figure 32.1 a)
- Narrow end up or big end down as shown in figure 32.1 (b)
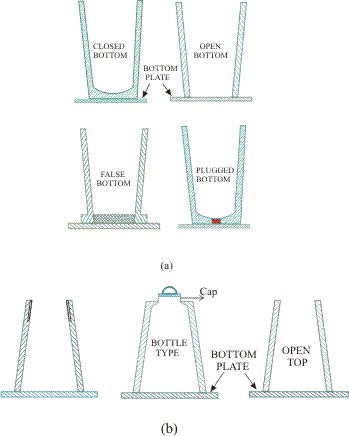
| Figure 32.1 |
(a) wide end up moulds (b) Narrow end up moulds |
Wide end up moulds are used to produce forging ingots of killed plain carbon or alloy steels. Wide end up molds may have a solid bottom. Narrow end up molds are commonly used to produce rimming and semi-killed steel ingots. Narrow-end-up molds facilitates easy escape of rimming reaction product, CO.
Fully deoxidized or killed steel used for high quality forgings shrink on solidification and may lead to formation of pipe. Molds are generally provided with hot top which acts as reservoir to feed the metal and to avoid formation of pipe. Insulating and exothermic materials are put on the top ingot which ensures availability of hot metal towards the end of solidification.
Both bottom pouring and top pouring of steel are used in ingot casting.
|