Stream degassing
In stream degassing technology, molten steel is teemed into another vessel which is under vacuum. Sudden exposure of molten stream in vacuum leads to very rapid degassing due to increased surface area created by breakup of stream into droplets. The major amount of degassing occurs during the fall of molten stream. Height of the pouring stream is an important design parameter.
Stream degassing technology has following variants in the practice
i Ladle to mould degassing
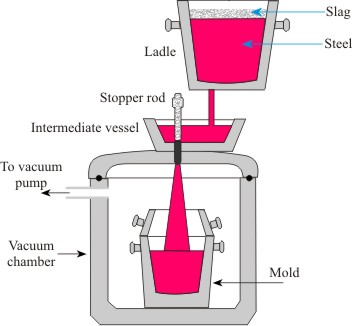
Preheated mold with hot top is placed in vacuum chamber. Above the chamber a tundish is placed. Steel tapped in the ladle at superheat equivalent to  is placed above the tundish. Steel is bottom poured in the tundish. One ingot could weigh around as high as 400tons and several heats from different furnaces are used for casting. Figure 26.2 shows arrangement of vessels is placed above the tundish. Steel is bottom poured in the tundish. One ingot could weigh around as high as 400tons and several heats from different furnaces are used for casting. Figure 26.2 shows arrangement of vessels
| Figure 26.2: |
Arrangement of ladle, tundish and mold to degass molten steel |
ii Ladle to ladle degassing
In ladle to ladle degassing, a ladle with the stopper rod is placed in a vacuum chamber. Ladle containing molten steel from BOF or EAF is placed on top of the vacuum chamber and the gap is vacuum sealed. Alloy additions are made under vacuum. Stream is allowed to fall in the ladle where molten steel is degassed. Alloy additions are made under vacuum.
In some plants degassing is done during tapping. In this arrangement molten steel from EAF is tapped into tundish or pony ladle. From the pony ladle molten stream is allowed to fall into a ladle which is evacuated. Ladle is closed from top with a special cover which contains exhaust opening. Steel with  to superheat is tapped into ladle. to superheat is tapped into ladle. |