Lecture 7
Dry Sand Molding
When it is desired that the gas forming materials are lowered in the molds, air-dried molds are sometimes preferred to green sand molds. Two types of drying of molds are often required.
- Skin drying and
- Complete mold drying.
In skin drying a firm mold face is produced. Shakeout of the mold is almost as good as that obtained with green sand molding. The most common method of drying the refractory mold coating uses hot air, gas or oil flame. Skin drying of the mold can be accomplished with the aid of torches, directed at the mold surface.
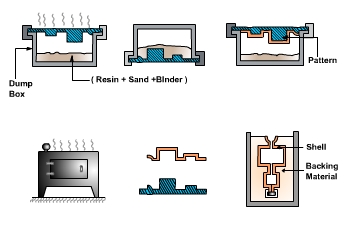
Shell Molding Process
It is a process in which, the sand mixed with a thermosetting resin is allowed to come in contact with a heated pattern plate (200 oC), this causes a skin (Shell) of about 3.5 mm of sand/plastic mixture to adhere to the pattern.. Then the shell is removed from the pattern. The cope and drag shells are kept in a flask with necessary backup material and the molten metal is poured into the mold. This process can produce complex parts with good surface finish 1.25 µm to 3.75 µm, and dimensional tolerance of 0.5 %. A good surface finish and good size tolerance reduce the need for machining. The process overall is quite cost effective due to reduced machining and cleanup costs. The materials that can be used with this process are cast irons, and aluminum and copper alloys. |
 |
Molding Sand in Shell Molding Process
The molding sand is a mixture of fine grained quartz sand and powdered bakelite. There are two methods of coating the sand grains with bakelite. First method is Cold coating method and another one is the hot method of coating.
In the method of cold coating, quartz sand is poured into the mixer and then the solution of powdered bakelite in acetone and ethyl aldehyde are added. The typical mixture is 92% quartz sand, 5% bakelite, 3% ethyl aldehyde. During mixing of the ingredients, the resin envelops the sand grains and the solvent evaporates, leaving a thin film that uniformly coats the surface of sand grains, thereby imparting fluidity to the sand mixtures.
In the method of hot coating, the mixture is heated to 150-180 o C prior to loading the sand. In the course of sand mixing, the soluble phenol formaldehyde resin is added. The mixer is allowed to cool up to 80 90 o C. This method gives better properties to the mixtures than cold method.
Sodium Silicate Molding Process
In this process, the refractory material is coated with a sodium silicate-based binder. For molds, the sand mixture can be compacted manually, jolted or squeezed around the pattern in the flask. After compaction, CO 2 gas is passed through the core or mold. The CO 2 chemically reacts with the sodium silicate to cure, or harden, the binder. This cured binder then holds the refractory in place around the pattern. After curing, the pattern is withdrawn from the mold.
The sodium silicate process is one of the most environmentally acceptable of the chemical processes available. The major disadvantage of the process is that the binder is very hygroscopic and readily absorbs water, which causes a porosity in the castings.. Also, because the binder creates such a hard, rigid mold wall, shakeout and collapsibility characteristics can slow down production. Some of the advantages of the process are:
-
A hard, rigid core and mold are typical of the process, which gives the casting good dimensional tolerances;
-
good casting surface finishes are readily obtainable;
Permanent Mold Process
In al the above processes, a mold need to be prepared for each of the casting produced. For large-scale production, making a mold, for every casting to be produced, may be difficult and expensive. Therefore, a permanent mold, called the die may be made from which a large number of castings can be produced. , the molds are usually made of cast iron or steel, although graphite, copper and aluminum have been used as mold materials. The process in which we use a die to make the castings is called permanent mold casting or gravity die casting, since the metal enters the mold under gravity. Some time in die-casting we inject the molten metal with a high pressure. When we apply pressure in injecting the metal it is called pressure die casting process.
Advantages
-
Permanent Molding produces a sound dense casting with superior mechanical properties.
-
The castings produced are quite uniform in shape have a higher degree of dimensional accuracy than castings produced in sand
-
The permanent mold process is also capable of producing a consistent quality of finish on castings
Disadvantages
-
The cost of tooling is usually higher than for sand castings
-
The process is generally limited to the production of small castings of simple exterior design, although complex castings such as aluminum engine blocks and heads are now commonplace.
Centrifugal Casting
In this process, the mold is rotated rapidly about its central axis as the metal is poured into it. Because of the centrifugal force, a continuous pressure will be acting on the metal as it solidifies. The slag, oxides and other inclusions being lighter, get separated from the metal and segregate towards the center. This process is normally used for the making of hollow pipes, tubes, hollow bushes, etc., which are axisymmetric with a concentric hole. Since the metal is always pushed outward because of the centrifugal force, no core needs to be used for making the concentric hole. The mold can be rotated about a vertical, horizontal or an inclined axis or about its horizontal and vertical axes simultaneously. The length and outside diameter are fixed by the mold cavity dimensions while the inside diameter is determined by the amount of molten metal poured into the mold.Figure 9(Vertical Centrifugal Casting), Figure 10 ( Horizontal Centrifugal Casting)
Figure 9: (Vertical Centrifugal Casting)
Figure 10: (Horizontal Centrifugal Casting)
Advantages
-
Formation of hollow interiors in cylinders without cores
-
Less material required for gate
-
Fine grained structure at the outer surface of the casting free of gas and shrinkage cavities and porosity
Disadvantages
-
More segregation of alloy component during pouring under the forces of rotation
-
Contamination of internal surface of castings with non-metallic inclusions
-
Inaccurate internal diameter