Lecture 5
Types of Pattern
Patterns are of various types, each satisfying certain casting requirements.
|
 |
Single Piece Pattern
The one piece or single pattern is the most inexpensive of all types of patterns. This type of pattern is used only in cases where the job is very simple and does not create any withdrawal problems. It is also used for application in very small-scale production or in prototype development. This type of pattern is expected to be entirely in the drag and one of the surface is is expected to be flat which is used as the parting plane. A gating system is made in the mold by cutting sand with the help of sand tools. If no such flat surface exists, the molding becomes complicated. A typical one-piece pattern is shown in Figure 6.
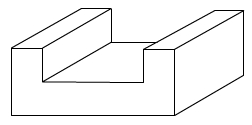
Figure 6: A Typical One Piece Pattern
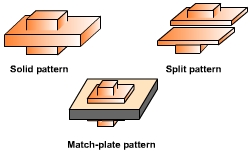
Split or Two Piece Pattern
Split or two piece pattern is most widely used type of pattern for intricate castings. It is split along the parting surface, the position of which is determined by the shape of the casting. One half of the pattern is molded in drag and the other half in cope. The two halves of the pattern must be aligned properly by making use of the dowel pins, which are fitted, to the cope half of the pattern. These dowel pins match with the precisely made holes in the drag half of the pattern. A typical split pattern of a cast iron wheel Figure 7 (a) is shown in Figure 7 (b).
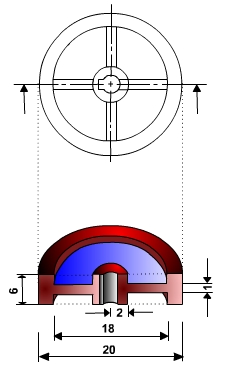
Figure 7 (a): The Details of a Cast Iron Wheel
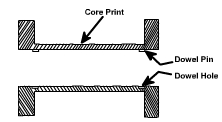
Figure 7 (b): The Split Piece or Two Piece Pattern of a Cast Iron Wheel
Classification of casting Processes
Casting processes can be classified into following FOUR categories:
1. Conventional Molding Processes- Green Sand Molding
- Dry Sand Molding
- Flask less Molding
2. Chemical Sand Molding Processes
- Shell Molding
- Sodium Silicate Molding
- No-Bake Molding
3. Permanent Mold Processes
- Gravity Die casting
- Low and High Pressure Die Casting
4. Special Casting Processes
- Lost Wax
- Ceramics Shell Molding
- Evaporative Pattern Casting
- Vacuum Sealed Molding
- Centrifugal Casting
Green Sand Molding
Green sand is the most diversified molding method used in metal casting operations. The process utilizes a mold made of compressed or compacted moist sand. The term "green" denotes the presence of moisture in the molding sand. The mold material consists of silica sand mixed with a suitable bonding agent (usually clay) and moisture.
Advantages
- Most metals can be cast by this method.
- Pattern costs and material costs are relatively low.
- No Limitation with respect to size of casting and type of metal or alloy used
Disadvantages
Surface Finish of the castings obtained by this process is not good and machining is often required to achieve the finished product.
Sand Mold Making Procedure
The procedure for making mold of a cast iron wheel is shown in (Figure 8(a),(b),(c)).
-
The first step in making mold is to place the pattern on the molding board.
-
The drag is placed on the board ((Figure 8(a)).
-
Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer.
-
Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled.
-
The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft.
-
After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod.
-
With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification.
-
The finished drag flask is now rolled over to the bottom board exposing the pattern.
-
Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins ( (Figure 8 (b)).
-
The dry parting sand is sprinkled all over the drag and on the pattern.
-
A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, if required, is placed at an appropriate place.
-
The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag.
-
The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal.
-
Then pattern from the cope and drag is removed and facing sand in the form of paste is applied all over the mold cavity and runners which would give the finished casting a good surface finish.
-
The mold is now assembled. The mold now is ready for pouring (see ((Figure 8 (c) )
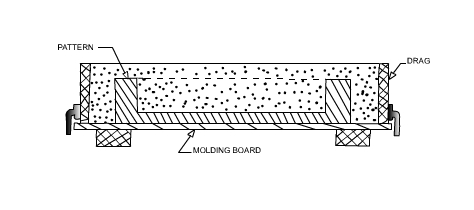
Figure 8 (a)
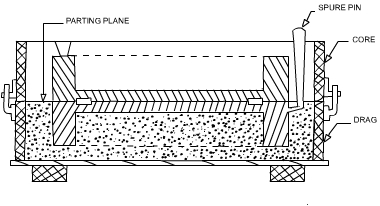
Figure 8 (b)
Figure 8 (c)
Figure 8 (a, b, c): Sand Mold Making Procedure